



?
怎樣設計分流道?
- 分流道主要對進入模具的熔料起分流和轉向作用,多型腔的模具一定要設置分流道,若是單腔成型大型塑件,如采用多澆口進料,也需要設置分流道。
(1)分流道的設計原則
①熔體應以最短的路徑、最小的熱量和壓力損失快速射入型腔。
②熔料從各澆口進入型腔的溫度和壓力應相同,以保證各型腔中制品的收縮率相同。
③分流道的轉折處應以圓弧過渡,與澆口的連接處應加工成斜面,以利熔料的流動。
④在保證足夠的注塑壓力時,分流道的截面和長度應盡量取小值。
(2)分流道的截面形狀
常用的截面形狀有圓形、U形、梯形、拋物線形、矩形等。在選擇截面形狀時,要綜合考慮熱效率、流道效率、加工難度等因素。熔料在流道中流動時,與模具接觸的塑料冷凝固化,起絕熱作用,熔料僅在流道中心流動,因此,分流道的理想狀態應是其中心線與澆口中心線位于同一直線上。圓形截面流道就可實現這一點,加之它易于加工,故最常用。
(3)分流道的截面尺寸和長度
分流道的截面尺寸與所用塑料的種類、塑件壁厚、形狀、體積、分流道長度等多種因素有關。一般來說,對于流動性好的塑.料,如PE、PP等,當分流道很短時,其截面尺寸為2mm左右;對于流動性差的塑料,如PC、PVC、PMMA等,分流道直徑可達12mm以上,大多數塑料所用分流道的直徑為6~10mm。
分流道的長度取決于模具型腔總體布置方案和澆口位置,從輸出熔體時的減少壓力損失和熱量損失及減少流道凝料的要求出發,應力求分流道長度最短。
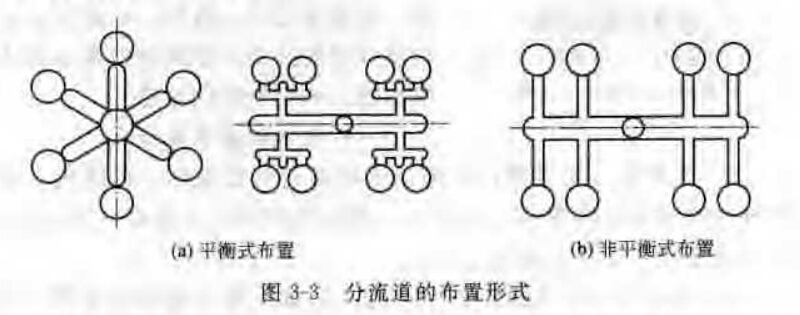
(4)分流道的布置形式
分流道的布置取決于型腔的布局,其布置形式,主要有平衡式和非平衡式兩種(圖3-3)。
更多信息
請直接與東莞市弘超模具科技有限公司服務人員聯絡(熱線電話:0769-82621066,全國統一服務熱線:400-699-1286),以獲得更多的有關新型壓鑄模具鋼最新發展狀況以及高品質模具鋼材、模具鋼、日本大同模具鋼、DC53、NAK80、瑞典一勝百模具鋼、S136、VIKING、8418、日本大同DC53、日本大同NAK80、瑞典一勝百S136、瑞典一勝百VIKING、瑞典一勝百8418、德國葛利茲1.2367、德國葛利茲1.2343、HD鋼、 GR鋼、 7CrSiMnMoV 、7Cr7Mo2V2Si、Cr5Mo1V GD等)以及國產新型模具鋼(基體鋼、無磁模具鋼等)的選擇、應用、熱處理及普通銑床的加工范圍和加工方式等相關資料。
資料來源:東莞市弘超模具科技有限公司技術中心
『版權所有,轉載或引用請注明鏈接和出處』
- 【點擊次數:】 【加入時間:2015-04-09 00:00:00】 【關閉本頁】
新聞動態
相關產品
東莞市弘超模具科技有限公司
模具鋼材專業供應商
聯系人:康先生
手機:18925597988
電話:86 0769-82621066
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網址:www.syfukang.com
誠信通ID:xinhongmouldsteel
QQ: 微信公眾號:hcsteel
微信公眾號:hcsteel
地址:廣東省東莞市塘廈鎮林村管理區
模具鋼材專業供應商
聯系人:康先生
手機:18925597988
電話:86 0769-82621066
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網址:www.syfukang.com
誠信通ID:xinhongmouldsteel
QQ:
地址:廣東省東莞市塘廈鎮林村管理區