



模具鋼材焊接專題│瑞典一勝百模具鋼材的焊接(一)---工藝條件和方法
東莞弘超專業(yè)銷售高品質(zhì)模具鋼材(瑞典一勝百模具鋼、日本大同模具鋼、瑞典UDDEHOLM工具鋼、德國葛利茲模具鋼以及基體鋼、無磁模具鋼等)。為了更好地服務(wù)客戶,公司將在新聞動態(tài)欄目陸續(xù)介紹各種品牌模具鋼材的焊接工藝及技巧。
瑞典一勝百模具鋼材的焊接(一)---工藝條件和方法
一般認為,含碳量超過0.2%的鋼,焊接性能較差。因此,含碳量在0.3~2.5%之間的模具鋼材很難焊接,許多模具鋼材供應(yīng)商不推薦焊接。然而焊條質(zhì)量的改善,焊接設(shè)備和焊接技術(shù)的發(fā)展,尤其是工具鋼質(zhì)量的提高已使工具鋼焊接成為現(xiàn)實,并能產(chǎn)生相當可觀的經(jīng)濟效益。
ASSAB認識到模具鋼材經(jīng)常需要焊接,特別是較昂貴的壓鑄模、大型鍛模、塑料模、單身模和沖模,這類模具通過焊接來修補比制作一個新模具所花的代價要低很多。
模具鋼材焊接的相關(guān)基礎(chǔ)知識
模具鋼材含有0.3~2.5%的碳及合金元素,如錳、鉻、鉬、鎢和鎳。模具鋼材焊接時的主要問題是它的高淬透性。一旦停止加熱,焊接處就快速地冷卻,焊接金屬和熱影響區(qū)的部位就會硬化。因為焊接僅限于局部,所以硬化組織轉(zhuǎn)變會產(chǎn)生應(yīng)力,除非特別小心,否則隨時有開裂的危險。
為了順利地焊接模具鋼材,有必要對焊接設(shè)備,焊接技術(shù)和焊條作詳盡的介紹。當然焊接人員的技術(shù)和經(jīng)驗也是很關(guān)鍵的因素,根據(jù)工具鋼的性能,只要細心地處理,其焊接效果幾乎不差于一般低碳鋼。以下情況的模具鋼材需要焊補:
•開裂或磨損模具的翻新和修補。
•崩刃或磨損的沖模切削刃的修補。
•模具制作是機械加工錯誤的補救。
•模具設(shè)計的改變。
模具鋼材的焊接方法
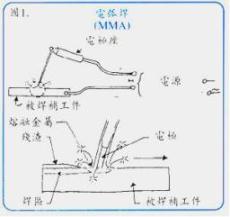
涂層保護電弧焊(SMAW或MMA)
原理
使用直流電或交流電使用涂層的焊條(電極)與被焊補工件產(chǎn)生電弧(圖1)
焊條通常由低碳鋼的焊條芯,土以一層焊劑組成。這層焊劑的成分較復雜,它由鐵粉、含鐵合金粉,造渣劑和黏結(jié)劑組成。
焊接過程中,電弧條焊條熔化所產(chǎn)生的熔融金屬液落到被焊補工件上。在熔融金屬液從焊條落到工件凝固以及焊接區(qū)冷卻過程中,空氣的危害一部份被焊條上的焊劑形成的渣所抑制,另一部份被焊條熔化時產(chǎn)生的氣體所抑制。
焊接區(qū)的金屬成份通過焊劑的成份通過焊劑的成份來調(diào)節(jié)。
電源
電弧焊(MMA)既可用直流電源也可用交流電源。不管采用哪一種電源,都必須提供和焊條電極相匹配的電壓和電源。
•普通復原電極(Normal recovery electrodes):20~30V
•高度復原電極(High recovery electrodes):30~50V
ASSAB焊條屬于普通復原型。適用的電源時直流電,開路電壓70V,能以35%的間隙提供250A/30V的電流。
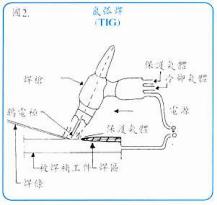
鎢極氣體保護焊(GTAW或TIG)
原理
在熔化極電弧焊焊接時,撞擊產(chǎn)生電弧的電極會漸漸消耗完。
用TIG焊時,電極時由熔點非常高的鎢或鎢合金(大約3300℃)組成,因此在焊接過程中(圖2)電極補熔化。電弧最初由電極與工件間無需接觸就能產(chǎn)生電流。鎢電極和直流電源負極連接,因為陽極產(chǎn)生的熱量少從而電極熔化的危險性小。電流通過焊槍傳到電極上。焊接時的金屬絲成45度角送入電弧。焊槍上的圓環(huán)中流出得惰性氣體屏蔽流防止了熔池焊接區(qū)的氧化。
電源
如果配上一個TIG控制相。那么就能用一般的MMA電源進行TIG焊接。焊槍應(yīng)該用水冷卻并能以100%的間歇(Intermirlence)調(diào)節(jié)250A的最小電流。為了盡可能使惰性氣體保護有效,須配一個氣體透鏡。如果電源能從零無級增加到最佳值,那么焊接就方便的多。
焊接設(shè)施
為了能使工具鋼的焊接得到令人滿意的效果,下面幾種設(shè)備是必不可少的。
烘箱
用于MMA焊接的焊條有很強的吸水性,除了干燥的空氣外,不允許和任何東西接觸。否則焊接區(qū)將會被氫所損害(后述)。因此焊接車間應(yīng)配備一個烘箱用于儲存焊條。烘箱內(nèi)溫度因控制在50~150℃范圍內(nèi)。焊條應(yīng)從放置焊條的盒內(nèi)拿出松散地放置于烘箱內(nèi)的架子上。
對于焊接車間以外工具鋼的焊接,配備一個能放置焊條的便攜式經(jīng)加熱過的保溫箱也是很有用的。
工作臺
在焊接工具鋼的重要焊接工序時,焊接人員有一個舒適的工作場合特別重要。因此工作臺必須平穩(wěn),高度適當才能安全而精確地進行焊接。如果工作臺可旋轉(zhuǎn)和上下調(diào)節(jié)那更好,因為這能使焊接操作更方便。
預熱設(shè)備
工具鋼不可以在室溫下焊接,因為由開裂的危險,在焊接前的必備階段(后述),一般而言必須對模具進行預熱。雖然通過爐內(nèi)預熱一定能成功地焊接模具,但存在的問題是焊接完成前模具溫度會下降過快。因此推薦用一個同直流電的加熱箱在恰當溫度使模具保持恒溫。這種設(shè)備也能以均勻及一定的速度加熱模具。
對于較小的一些焊補,也可用丙烷焊燈來預熱。因此在焊接車間內(nèi)要備有液態(tài)丙烷鋼瓶。
以下設(shè)備是必需的:
•直徑最小為直徑180X6毫米的盤磨機用于焊接接口處開坡口和抹掉焊接時可能會出現(xiàn)的任何缺陷。
•平面磨床,轉(zhuǎn)速可≥25000轉(zhuǎn)/分鐘,用于磨去較小的缺陷和焊后精磨。
•如果被焊的磨具最終要進行拋光或光蝕刻花,那么磨床必須有足夠的磨削光潔度。
填充金屬的特性
焊條(填充金屬)的化學成份,被焊材料(鋼基體)的化學成份和焊接時鋼基體結(jié)合,產(chǎn)生一個理想的焊縫區(qū):
•均勻的化學成份,硬度和易于熱處理。
•無非金屬夾染物,氣孔和裂紋。
•所闡述的適合于工模應(yīng)用方面的性能。因為工具鋼焊接區(qū)有較高的硬度,所以特別容易在家雜物粒子或微孔處產(chǎn)生裂紋
因此所選用的焊條應(yīng)能使焊縫區(qū)得到高質(zhì)量。同樣,所生產(chǎn)的焊條必須有廠格的化學成份控制。這樣每次焊接后材料的硬度都可通過相應(yīng)的熱處理來加以調(diào)整。如果模具在焊接后要拋光或光蝕刻花,那么高質(zhì)量的填充金屬更是必不可少的。ASSAB焊條滿足了這些要求。
相對于那些普通焊條,用電渣重熔方法,用電渣重熔方法生產(chǎn)的TIG焊條其純潔度要高得多。另一個優(yōu)點是其含氫量也低得多。一般來說,用于焊接工具鋼的焊條其化學成份應(yīng)和集體材料相似。在退火狀態(tài)下焊接時,如模具在制造過程中需要拼湊,那么很重要的一點就是填充金屬必須和鋼基體有一樣的熱處理特性,否則成品模具焊接區(qū)將有不同的硬度。填充金屬和鋼基體成份差別越多,淬火時開裂的危險也越大。
不管是對退火狀態(tài)還是淬火回火后的鋼基體的焊接,ASSAB都有與相應(yīng)工具鋼牌號相匹配的焊條(對于所有的ASSAB熱工作工具鋼都推薦用QRO90焊條和QRO90TIG焊條)。
對于不同的應(yīng)用,被焊工具的焊接區(qū)金屬需要不同的性能。在三類模具鋼中(即冷作鋼、熱作鋼和塑膠模具鋼),焊接區(qū)金屬須具備以下性能:
•冷作鋼:硬度、韌性、耐磨性
•熱作鋼:硬度、抗回火性、韌性、耐磨性、抗熱龜裂性
•塑膠模具鋼:硬度、耐磨性、拋光性、光蝕刻花性
硬度
如果模具在淬火,回火后焊接,那么焊接后焊接區(qū)應(yīng)有和鋼基體一樣的硬度。在這樣的情況下,即使沒有緊接著的回火,焊接區(qū)受到的影響也很小。所有的ASSAB焊條滿足這種要求(圖3)

圖3 718及618(使用718焊接,MMA焊接)焊接區(qū)截面硬度分布。
注:均勻的硬度分布,僅在基體和焊接區(qū)的交接處硬度較高,熱影像區(qū)非常窄,在熔合區(qū)硬度略高。
抗回火性
如果模具在焊接后(退火狀態(tài)的鋼基體)進行熱處理,那么焊接區(qū)金屬淬火和回火后的性能應(yīng)和基本鋼的性能相似,以致基體金屬和焊接區(qū)獲得同樣的硬度(圖4)。
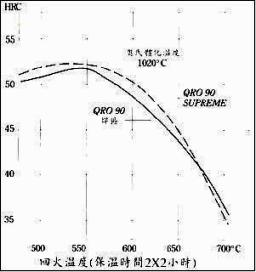
圖4 QRO90 SUPREME和用QRO90焊條的MMA焊接得到的焊接區(qū)金屬回火曲線對照。
韌性
盡管所焊接的模具,焊接區(qū)金屬處于鑄造狀態(tài),但是由于快速凝固,焊區(qū)組織細,因而韌性好。一般說來,焊接區(qū)的金屬韌性在后繼的熱處理中會進一步提高。因此對于完全淬透的模具的較大焊補,即使焊接后焊接區(qū)和集體硬度一致,也應(yīng)焊后回火。
對于硬度要求非常高的冷作鋼,可以先得一層較軟的填充金屬,然后在工具工作面用較硬的焊條作最終焊接。相對于完全用較硬的焊條焊接,這種方法焊接最具有更高韌性。
耐磨性
就像工具鋼一樣,焊接金屬的耐磨性也隨它的硬度和合金元素含量提高而提高。ASSAB生產(chǎn)具有和鋼基體相對應(yīng)的具有同樣耐磨性的焊條。
抗熱龜裂性
熱作工具鋼的焊接區(qū)由于較差的高溫強度,抗回火性或韌性(延展性),熱龜裂出現(xiàn)得通常比鋼基體早。然而如果使用的焊條能使焊接區(qū)金屬有較好的高溫強度,高溫硬度,那么抗熱龜烈性可能和基體金屬相等甚至超過基體金屬。QRO90焊條加上TIG焊接方法就會得到如下圖(圖5)所示極好熱龜裂性能的焊接區(qū)。
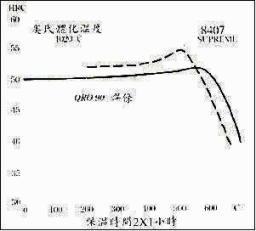
圖5
圖5. QRO90焊條,顯示出比優(yōu)質(zhì)H13鋼基體(8407 SUPREME)更好的抗回火性。
拋光
對于焊接后需要拋光的塑膠模具,焊接區(qū)金屬得成份和硬度一定不要和基體有很大差異。否則,焊接區(qū)的輪廓在拋光后看得兼并會在塑料零件上留下可見痕跡。
要是拋光后完全看不處焊接區(qū)痕跡,通常采用718和S136焊條(或鎢極氣體保護焊條)補焊同牌號鋼,同時要有相對應(yīng)的正確的焊接步驟。
光蝕刻花性(皮紋性)
要使塑膠模具表面通過光蝕刻花產(chǎn)生皮紋的話,焊接區(qū)金屬和鋼基體的化學成份必須相似。如果做不到,光蝕刻花后在焊接區(qū)和基體金屬間將產(chǎn)生差異。這會導致塑料制品上有可見的痕跡。采用718或S136焊條(或TIC焊條)焊接718、618和S136,假如焊接方法得當通常在光蝕刻花后分辨不出焊接區(qū)。
慎防氫
工具鋼的焊接區(qū)硬度很高,因此對在焊接過程中由于氫的入侵造成的冷裂特別敏感。在許多情況下,由于電弧焊條(圖6)其易吸濕焊條皮中吸收了水蒸氣而產(chǎn)生氫。
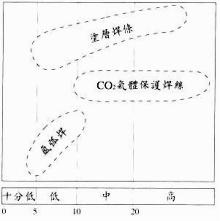
焊接區(qū)金屬中得氫濃度(毫米/100克)
圖6 使用不同焊接方法及不同類別得焊條對與焊接區(qū)氫含量的影響。
•焊接區(qū)對金屬的顯微組織(不同的顯微組織有不同的氫敏感性)
•鋼的硬度(硬度越高敏感性越強)
•應(yīng)力大小
•在焊接時氫的融解量
顯微組織/硬度
應(yīng)力大小
焊接區(qū)應(yīng)力來自于三個方面:
•熔池凝固時的收縮。
•在焊接區(qū),熱影響區(qū)和鋼基體之間溫度差異。
•冷卻淬火過程中焊接區(qū)和熱影響區(qū)組織轉(zhuǎn)變應(yīng)力。
一般來說,焊接區(qū)周圍的應(yīng)力值將達到金屬屈服應(yīng)力,這對于已淬火的工具鋼來說實際上是非常高的。對于這種情況沒有任何徹底解決的方法,但不管這種情況沒有任何徹底解決的方法,但不管怎樣,可通過適當?shù)暮附釉O(shè)計(焊珠位置,多層焊的順序)加以改善。如果焊接區(qū)不幸地受到大量氫侵入,即使降低應(yīng)力也無濟于事。
氫的溶解量
焊接區(qū)對冷裂敏感性,取決于氫的溶解量。通過預防,在焊接使氫入的氫含量能明顯下降。
•由焊條皮的焊條,一旦打開包裝盒(如前所述),就應(yīng)始終存放在加熱的儲藏箱或加熱容器內(nèi)。
•焊接區(qū)周圍的表面贓物,例如油、跡或油漆是氫的一個來源。因此在焊接區(qū)周圍表面,在焊接開始前應(yīng)加以模削。
•如果用丙烷燃燒器來預熱,應(yīng)該記住在火焰不直接燃燒到的工具表面會產(chǎn)生一層水汽。
高溫焊接
高溫下焊接工具鋼主要原因是工具鋼高的淬透性容易引起焊接區(qū)和熱影響區(qū)的開裂敏感性。冷作鋼的焊接會引起在焊縫間焊接區(qū)和熱影響區(qū)的迅速冷卻,隨之產(chǎn)生較脆的馬氏體組織而帶來開裂的危險。如在常溫下焊接,在焊接區(qū)產(chǎn)生的裂紋會穿過整個模具導致完全開裂。因此模具在焊接時應(yīng)保持在Ms溫度以上50~100℃,嚴格地來說就是焊接區(qū)金屬的Ms溫度以上,它可能和鋼基體不相等。
在某些情況下,鋼基體完全淬透并在低于Ms溫度回火。因此,焊接時預熱工具會引起硬度下降。例如大多數(shù)低溫回火冷作鋼不得不被預熱到超過回火的溫度,回火溫度通常在200℃左右。為了進行適當?shù)念A熱,減輕焊接時開裂的危險,鋼材的硬度一定會下降。
一個預熱恰當?shù)墓ぞ咴诙鄬雍附訒r,焊接區(qū)的大部分在焊接過程中保持在奧氏體態(tài)并隨工具的冷卻而慢慢轉(zhuǎn)變,與單層焊時每焊一次馬氏體轉(zhuǎn)變一次相比,多層焊確保了整個焊接區(qū)均勻的硬度和顯微組織,但重焊有開裂的危險。
根據(jù)以上所述,很明顯,整個焊接過程應(yīng)在工模熱的時候完成。不推薦先焊一部分讓工具冷卻下來然后繼續(xù)預熱來完成整個焊接,因為這有相當大開裂的危險。
雖然在爐內(nèi)預熱模具時可行的,但溫度有可能不均勻(產(chǎn)生應(yīng)力)并會在完成焊接前造成過度冷卻(特別是小型工具)。
焊接時,在所需溫度下預熱和保持工具溫度的最好方法是使用一個在箱壁內(nèi)有電熱元件的絕緣盒(見左下圖)。
圖7顯示了在爐內(nèi)預熱和在絕緣盒內(nèi)預熱的工模在焊接區(qū)截面上硬度分部的差異。很清楚,爐內(nèi)預熱工模其硬度波動壁絕緣盒內(nèi)預熱工具大得多。
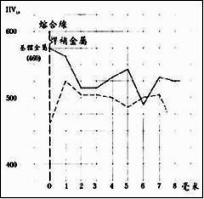
——— 爐內(nèi)預熱溫度
--- 絕緣盒內(nèi)預熱溫度
圖7 用QRO90焊條在爐內(nèi)和絕緣盒內(nèi)預熱后焊接的焊接區(qū)截面硬度分布。
資料來源:ASSAB TOOLING
編譯:東莞市弘超模具科技有限公司
更多信息
請直接與我公司服務(wù)人員聯(lián)絡(luò)(熱線電話:0769-82621066),以獲得更多的有關(guān)模具鋼材選擇、應(yīng)用、熱處理及庫存等相關(guān)資料。
(待續(xù))瑞典一勝百工具鋼的焊接(二)---工藝流程- 【點擊次數(shù):】 【加入時間:2009-10-16 03:17:31】 【關(guān)閉本頁】
新聞動態(tài)
相關(guān)產(chǎn)品
模具鋼材專業(yè)供應(yīng)商
聯(lián)系人:康先生
手機:18925597988
電話:86 0769-82621066
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網(wǎng)址:www.syfukang.com
誠信通ID:xinhongmouldsteel
QQ:
地址:廣東省東莞市塘廈鎮(zhèn)林村管理區(qū)