



GCr15鋼磨削裂紋原因分析
磨削裂紋是工模具經常碰到的加工報廢問題。工模具硬度高,導熱性能差,殘余奧氏體量多(殘余奧氏體熱導率最小),低溫回火不能全部消除淬火應力等客觀原因的存在,是工模具磨削開裂的內在原因。在機械加工方面,砂輪太鈍、太細、太硬、進給量太大、冷卻不良等因素,是工模具磨削開裂的外在原因。即在磨削過程中,砂輪與金屬強烈摩擦,產生大量熱量,可使工件表面瞬時升溫到Ac1以上,然后又被切削液急劇冷卻,產生二次淬火,所形成的二次淬火層稱為二次淬火燒傷區。次層溫度升低于Ac1的區域,原淬火-回火組織被高溫回火,轉變為回火索氏體和回火屈氏體,稱為回火燒傷區。
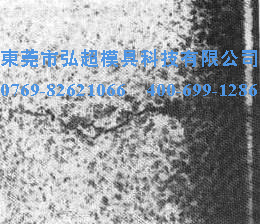
上圖是垂直于磨削面的燒傷組織和磨削裂紋全貌(GCr15鋼工件磨削燒傷區和磨削裂紋全貌,100×),表面白層是二次淬火層,次層黑層是回火燒傷層。磨削面溫升低于鋼材的Ac1溫度時,磨削面上只有回火燒傷層。
磨削面承受三種應力:砂輪的切削形變應力,它是平行于削軌跡的拉應力;切削熱應力,是由表層熱膨脹層所產生的拉應力;組織應力,是工件組織高溫回火后因體積收縮所產生的殘余拉應力。www.syfukang.com三種拉應力疊加后若超過材料的斷裂強度,則磨削面就會形成裂紋。這種裂紋細窄而鋼健,短小而細密,一般在磁粉探傷時才能顯現。這種裂紋的形貌有時呈網絡狀龜裂,有時呈垂直于磨削方向的平行條紋,其深度一般均較淺,約為0.1~0.5mm,垂直于表面伸展。當工件具有較大殘余應力時(例如大型形狀復雜工件回火不足,或未回火,或鑄造應力很大時),裂紋深度也可能達到1~5mm,或更高。一般磨削裂紋深度只到高溫回火層深度,止于正常淬火-回火組織處。工件應力較大時,磨削裂紋內向擴延,也可能促使工件整體開裂或成片剝落。
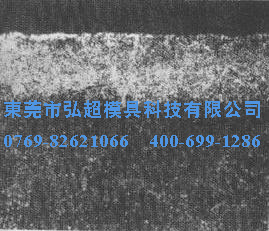
圖1 GCr15鋼工件表面的三次淬火層,500×圖1是三次淬火層的組織。第一次磨削時,表面形成0.03mm左右的二次淬火層以及二次淬火層內側的黑色回火燒傷層。第二次磨削時,表面又形成新的三次淬火層,原來的二次淬火層已被回火。由圖1可見,三次淬火層表面為白層,深度約0.002mm,次層是已被回火成灰色的二次淬火層,內層是兩度被高溫回火的燒傷層。
題圖和圖1都是高壓油泵軸套內表面上所發現的磨削燒傷和磨削裂紋。由于軸套內表面與砂輪外緣接觸面較大,產生的磨削熱較高,而切削液又不易冷卻到位,所以,軸套內表面特別容易產生磨削裂紋。軸套內表面的磨削裂紋容易被漏栓,因此,在熱套時由內表面向外導致軸套縱向開裂。圖2是鍛壓機主軸斷裂事故中拍攝到的主軸表面的磨削變質層。
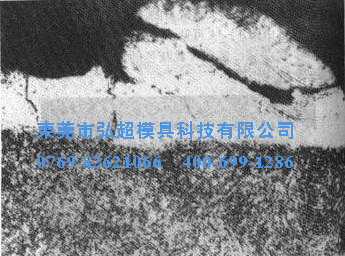
圖2 GCr15鋼制鍛壓機主軸表面的磨削變質層,500×材料為GCr15,淬火回火后磨削加工,未檢查磨削表面質量,立即裝機運行,在服役初期發生斷裂。磨削面上的二次淬火變質層厚度達0.10~0.40mm,回火燒傷層深達6.4mm以上。此類磨削變質層有可能在磨削后剝離。
更多信息
請直接與我公司服務人員聯絡(熱線電話:400-699-1286),以獲得更多的有關模具鋼材的選擇、應用、熱處理及庫存等相關資料。- 【點擊次數:】 【加入時間:2010-09-22 23:46:11】 【關閉本頁】
新聞動態
相關產品
模具鋼材專業供應商
聯系人:康先生
手機:18925597988
電話:86 0769-82621066
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網址:www.syfukang.com
誠信通ID:xinhongmouldsteel
QQ:
地址:廣東省東莞市塘廈鎮林村管理區