



什么情況下模具需設計廢料刀,設計時要注意什么?
- ①在沖壓材料長度為600mm以上,沖壓工件5件或5件以上時,為了方便送料,設計通常在料尾加廢料刀。
②廢料刀結構分正裝、倒裝,可配鎖在上或下夾板側面深3~5mm,刀口間隙線割。
③廢料刀的寬度依料帶寬度來定,如料寬W1≤50mm時,廢料刀寬度W=W1十4,如料寬W1>50mm時前后兩側各設1把寬W=20mm的廢料刀即可。
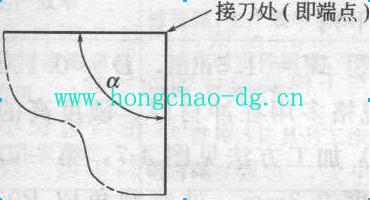
(1)端點處接刀
(1)端點處接刀
此種接刀方式只能用于接刀處在端點(如下圖所示),且端點處沒有R角;夾角口最理想的范圍在150。以下,150。以上的盡量不采用此種接刀法。加工方法,直邊過切量L≥0. 5mm, R≥O. 5mm, A=L十R。
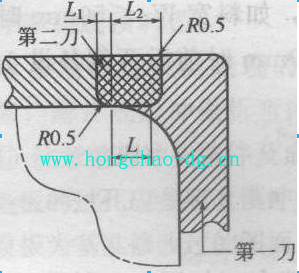
(2)圓弧上接刀
此種接刀方式只能用于接處在凸圓弧上(下圖);加工方法法,第一刀過切長度Li =R,第二)直邊過切量L≥0.5mm,R≥O.5mm,L2 =L+R。此種接刀方法在目前設計過程中盡量不要采用。
(3)直線邊和凸圓弧邊上接刀
此種接刀方式常用于接刀處在直線邊和凸圓弧邊上;缺口的規格尺寸有下列幾種:①W= l. 0mm, D = 0.1mm(此規格為優先采用);
② W = 0. 5mm, D = 0. 1mm(此規格只用在產品接刀位置緊張的情況下);
③ W = 1. 5mm, D = 0. 15mm此規格多用在沖材厚、硬度高的情下)加工方法,第一刀過長度0. 3mm,過渡圓角I角取R0.3;第二刀過切量從圓弧接刀口圓心反向偏移0.5mm (②規格偏移0.3mm,,過渡圓角取R0. 5(②規格取R0.3)。
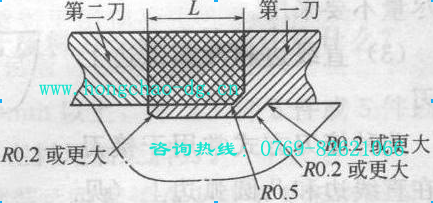
(4)直線邊上接刀
此種接刀方式常用于接處在直線邊上;缺口的規格尺寸W≥1.5-3.0mm,D=0.3~0.5mm;加工方法如下圖所示,第二刀過切量L=W/2+0.5,過渡圓角尺≥O.5mm。
復合模與連續模性能的不同,如表4-7所示。
表4-7 復合模與連續模性能比較
比較項目
復 合 模
連 續 模
沖壓精度
高級和中級精度(3-5級)
中級和低級精度(5-8級)
制件形狀特點
件的幾何形狀與尺寸受到模具結構與強度方面的限制
可以加工形狀復雜、特殊的件,如寬度很小的異形件等
制件品質
由于壓料沖裁同時得到校平,制件平(不彎曲)且有較好的剪切斷面
中、小制件不平整(彎曲),高質量制件要求校平
生產效率
制件被頂到模具工作面上,必須用機械排除,生產效率稍低
工序間自動送料,可以自動排除工件,生產效率高
使用高速自動壓力機
作時出件困難,可能損壞彈簧緩沖構,不做推薦
在行程次數為每分鐘400次或更多的高高速壓力機上工作
工作安全性
手需伸人模具的工作區,需采用安全的措施
手不需伸人模具工作區,比較安全
多排沖壓法的應用
很少采用
廣泛用于尺寸較小的制件
模具制造工作量和成本
沖裁復雜形狀制件比級進模低
沖裁簡單形狀制件比復合模低
更多信息請直接與東莞市弘超模具科技有限公司服務人員聯絡(熱線電話:0769-82621066/82621088,全國統一服務熱線:400-699-1286),以獲得更多的有關 什么情況下模具需設計廢料刀,設計時要注意什么以及高品質模具鋼材、模具鋼、日本大同模具鋼、DC53、NAK80、瑞典一勝百模具鋼、S136、VIKING、8418、日本大同DC53、日本大同NAK80、瑞典一勝百S136、瑞典一勝百VIKING、瑞典一勝百8418、德國葛利茲1.2367、德國葛利茲1.2343、HD鋼、 GR鋼、 7CrSiMnMoV 、7Cr7Mo2V2Si、Cr5Mo1V GD等)以及國產新型模具鋼(基體鋼、無磁模具鋼等)的選擇、應用、熱處理及普通銑床的加工范圍和加工方式等相關資料。資料來源:東莞市弘超模具科技有限公司技術中心『版權所有,轉載或引用請注明鏈接和出處』

- 【點擊次數:】 【加入時間:2013-08-21 09:27:58】 【關閉本頁】
新聞動態
相關產品
模具鋼材專業供應商
聯系人:康先生
手機:18925597988
電話:86 0769-82621066
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網址:www.syfukang.com
誠信通ID:xinhongmouldsteel
QQ:
地址:廣東省東莞市塘廈鎮林村管理區